
Passo 2: Correzione automatica della posizione di taglio
Articolo richiesto
| Articolo in dotazione | ||
|---|---|---|
 |
 |
 |
| Dima di correzione asse rotativo | Vite di montaggio | Dima di correzione caricatore ATC/vite A |
 |
 |
 |
| Cilindretto per taratura per la correzione | Cacciavite esagonale a T | Panno di pulizia |
Maneggiare il cilindretto per taratura per la correzione e il cilindretto fittizio separatamente, per accertarsi di non confonderli.
Se il cilindretto per taratura per la correzione viene utilizzato come cilindretto fittizio anche una sola volta, esso non può più essere utilizzato per una correzione appropriata. Se per qualunque motivo il cilindretto per taratura per la correzione viene usato come cilindretto fittizio, sarà necessario un nuovo cilindretto per taratura per la correzione.
Rivolgersi al proprio rivenditore DGSHAPE Corporation autorizzato o visitare il nostro sito web (https://www.dgshape.com/).
1. Eseguire la correzione automatica.
- Chiudere la porta frontale, se aperta.
- Aprire VPanel.
-
Fare clic su
 .
.
Viene visualizzata la finestra Machine settings.
-
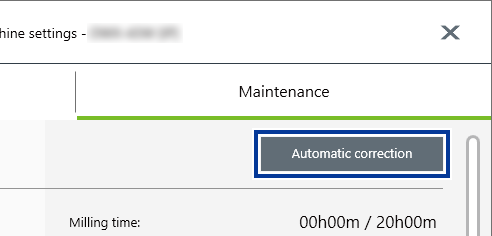
Nella scheda Maintenance, fare clic su Automatic correction.
-
Fare clic su Next.
Seguire le istruzioni a video per eseguire la correzione automatica.
2. Pulire la posizione di rilevamento per l'uso durante la correzione.
-
Aprire la porta frontale.
Tenere le parti indicate nella figura di seguito con entrambe le mani e aprire la copertura.

-
Rimuovere tutte le frese inserite nel caricatore ATC.
ATTENZIONE
Prestare attenzione nel maneggiare la punta e altri bordi affilati.
Fare attenzione a non toccare la punta dell’utensile o altri bordi affilati. In tal caso possono verificarsi lesioni.
MEMOSe risulta difficoltoso rimuovere la fresa, utilizzare la dima di smontaggio fresa.
Inserire la punta della fresa nella punta (estremità stretta) della dima di smontaggio fresa, quindi spingere la fresa verso l'alto per rimuoverla.

-
Usare il panno di pulizia per eliminare le impurità dalle posizioni in grigio indicate nella figura seguente.
Se in tali punti permangono delle impurità, potrebbe non essere possibile eseguire la correzione in modo appropriato.

3. Montare la dima di correzione automatica.
-
Fissare la dima di correzione caricatore ATC all’unità asse rotativo.
Allineare i fori sulla dima di correzione caricatore ATC alle sporgenze sull’unità asse rotativo, quindi usare la vite A () per fissare tali componenti.

-
Montare la dima di correzione asse rotativo nel foro "2" dell'asse rotativo.
-
Allineare la parte cava della dima con la sporgenza dell'asse rotativo, quindi premere la dima per inserirla.
Accertarsi che non vi sia gioco tra le superfici. Non importa quale delle due cavità della dima è allineata alla sporgenza.

-
Usare un cacciavite esagonale a T per fissare la dima di correzione asse rotativo in posizione con una vite di montaggio.

-
Allineare la parte cava della dima con la sporgenza dell'asse rotativo, quindi premere la dima per inserirla.
- Chiudere la porta frontale.
- Fare clic su Next.
4. Installare il cilindretto per taratura.
Rimuovere il cilindretto fittizio dal colletto, quindi montare il cilindretto per taratura per la correzione.
-
Aprire la porta frontale.
Tenere le parti indicate nella figura di seguito con entrambe le mani e aprire la copertura.
-
Usando la mano, tenere il cilindretto fittizio fissato al colletto.

-
Tenere premuto il pulsante di azionamento e rimuovere il cilindretto fittizio dal colletto.
Tenendo premuto il pulsante di azionamento il colletto si apre. Estrarre il cilindretto fittizio lentamente per impedire che cada nell’unità.

-
Dopo la rimozione del cilindretto fittizio, collocarlo temporaneamente in un luogo sicuro.

- Fare clic su Next.
-
Inserire il cilindretto per taratura per la correzione nel colletto, tenere il cilindretto in posizione, quindi tenere premuto il pulsante di azionamento.
Inserire il cilindretto a fondo sul retro, accertandosi che non vi sia gioco tra le superfici. Il colletto si chiude, trattenendo il cilindretto per taratura per la correzione.

-
Chiudere la porta frontale.
L’unità asse rotativo si porta in una posizione che rende il passaggio successivo più facile da eseguire.
- Aprire la porta frontale.
-
Inserire il cilindretto fittizio rimosso () a fondo sul retro del perno di caricamento cilindretto fittizio.
L'estremità conica (inclinata) rappresenta la parte superiore del cilindretto fittizio. Attenzione a non confondere il lato superiore con quello inferiore.
IMPORTANTEPrestare attenzione alla posizione di inserimento del cilindretto fittizio.
L’inserimento del cilindretto fittizio in un perno di caricamento nella posizione errata può provocare collisioni durante il funzionamento, con conseguenti guasti.

-
Controllare l’elemento visualizzato nella finestra.
Controllare tutti gli elementi e selezionare le rispettive caselle di controllo.
- Fare clic su Next.
-
Chiudere la porta frontale.
Si avvia la correzione automatica. La correzione automatica è terminata quando viene visualizzato il messaggio di operazione completa.
5. Rimuovere il cilindretto per taratura e l'attrezzo di correzione automatica.
-
Aprire la porta frontale.
Tenere le parti indicate nella figura di seguito con entrambe le mani e aprire la copertura.
-
Rimuovere la dima di correzione asse rotativo.

-
Rimuovere la dima di correzione caricatore ATC e il cilindretto per taratura per la correzione.

- Chiudere la porta frontale.