
依據校準用的加工結果對加工位置實施校準(手動校準)
對材料實施校準用加工,手動量測加工結果。依據量測結果,對加工位置實施校準。該作業稱為「手動校準」。實施手動校準可能有助於減少加工精度的偏差。追求更高精度的加工品質時,建議實施手動校準。
重要
實施手動校準前,請務必先完成自動校準。
若是在實施手動校準後再實施自動校準,則手動校準的校準值將被初始化。
自動校準



重要
實施手動校準時,請注意以下2點。
-
使用蠟材料。
- 手動校準是以使用蠟材料實施為前提設計的功能。若是使用其他材料,可能無法獲得正確的校準結果。
-
量測應在短時間內連續實施直至最後。
- 蠟材料是一種受到溫度影響容易發生尺寸變化的材料。可能導致校準結果偏差,因此建議佩戴手套。
步驟
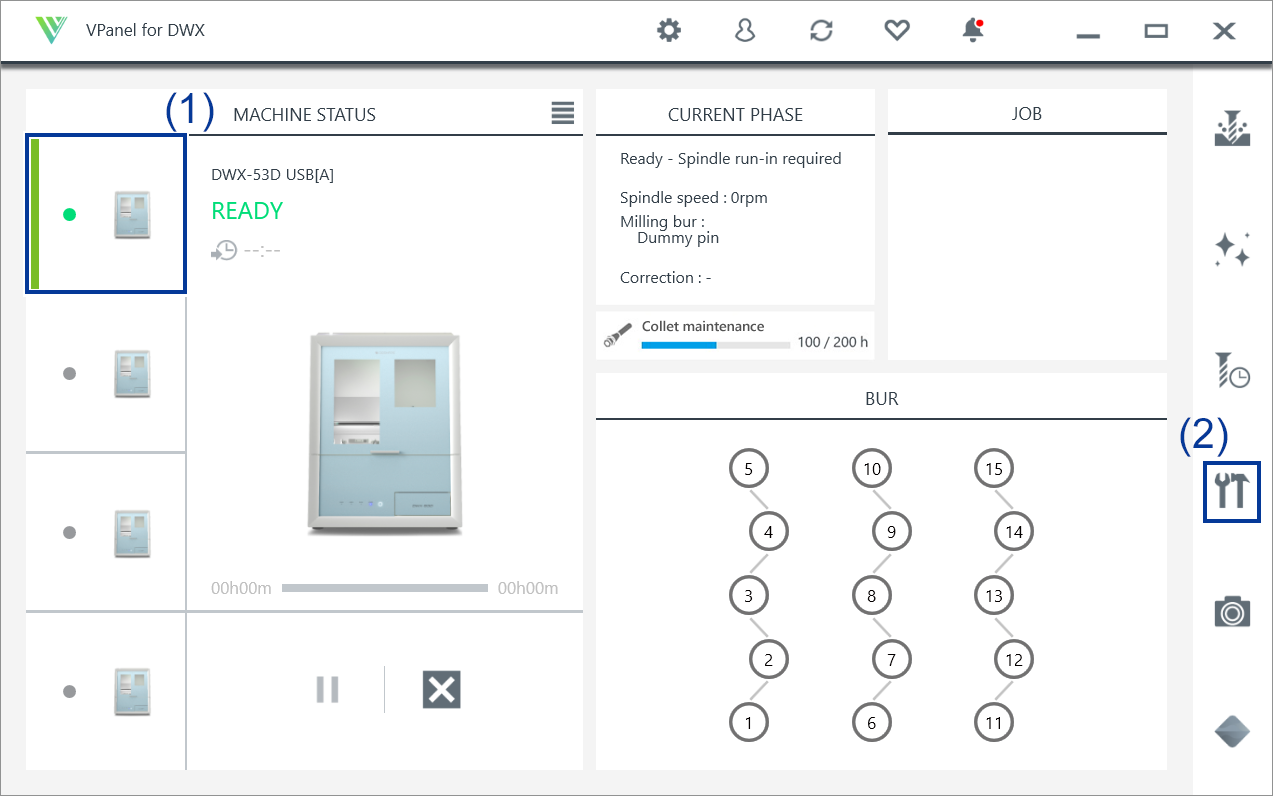
- 顯示VPanel。
-
打開Machine settings畫面。
-
按一下
 。
。
即會顯示Machine settings畫面。
-
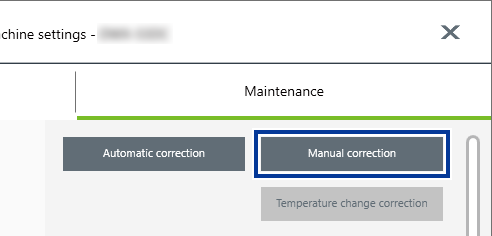
按一下
-
按一下Maintenance標籤的Manual correction。
-
遵循畫面指示實施手動校準。
請準數顯測微計,正確量測加工位置的厚度。依據輸入至VPanel的量測值,機器自動實施校準。關於數顯測微計的使用方法,請確認您所使用的設備的使用說明書。
重要若使用ZRB-200D(4mm 圓角端銑刀)加工,量測厚度時請避開下圖紅色部分。
受端銑刀的前端形狀的影響,下圖紅色部分會留有0.2mm的曲面。為了正確進行補正,請在VPanel 中輸入避開曲面測得的厚度。
圖 1. 只進行表面段差校準時 
圖 2. 進行表面段差和厚度誤差校準時 
-
手動校準完成後,按一下Complete。
Manual correction畫面關閉。請實際實施加工,確認加工結果。