
刀具夾頭鎖緊
持續加工後刀具夾頭會鬆弛,刀具變得容易脫落。請定期鎖緊刀具夾頭。
參考作業時間
- 1個月一次,或主軸工作時間超過200小時時(因使用狀況略有差異。)
 |
 |
| 扭力起子(0.3 N・m) | 刀具夾頭更換用夾具 |
重要
請勿在扭力起子裝有套筒 () 的情況下擰鬆螺絲或螺釘。
否則可能導致套筒破損。擰鬆螺絲或螺釘時,請卸下扭力起子上的套筒後再使用。

重要
使用扭力起子鎖緊有指定緊固扭矩值的螺絲或螺釘時,請務必安裝套筒。請確認套筒上的刻印 (),並使用與緊固扭矩值相符的套筒。
不安裝套筒扭力可能超出容許值,導致部件或材料破損。

步驟
-
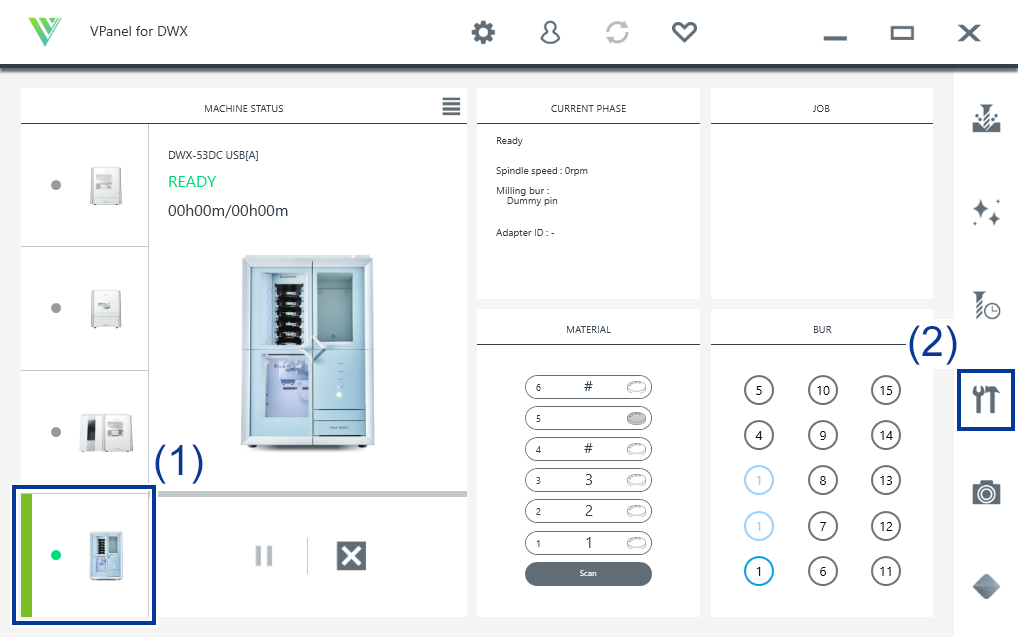
打開機器設定畫面。
-
按一下
 。
。
即會顯示機器設定畫面。
-
按一下
-
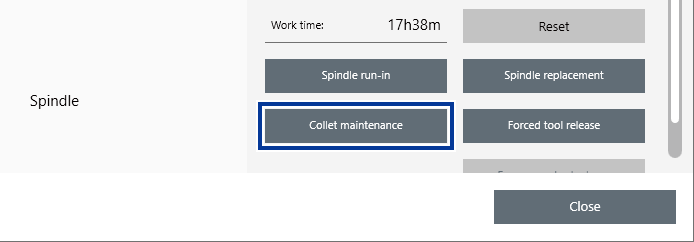
按一下保養標籤的刀具夾頭保養。
-
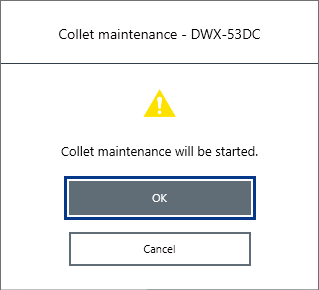
顯示下圖後,按一下確定。
主軸裝置移動到銑區域。
-
開啟銑區域機蓋。

-
取下防塵機蓋。

-
卸下扭力起子的鑽頭,並安裝0.3 N・m的套筒。
重要
請務必使用扭力起子的0.3 N・m套筒。如果不遵守,可能出現加工中刀具夾頭鬆動影響加工品質,或是刀具夾頭破損的風險。

-
在已安裝套筒的扭力起子上安裝刀具夾頭更換用夾具。

-
使用已安裝套筒的扭力起子加強鎖緊刀具夾頭。
請將刀具夾頭對準刀具夾頭更換用夾具的凹槽。請鎖緊直到扭力起子空轉為止。

-
將防塵機蓋安裝至銑區域。
註
防塵機蓋安裝時,請確保把手位於右上方。請確認機蓋邊緣的磁石吸附於安裝框上。

-
關閉銑區域機蓋。
主軸裝置移回原位,顯示工作完成即表示刀具夾頭鎖緊完成。