
夹头的加固
持续加工会导致夹头松动,刀具容易脱落。请定期进行夹头的加固。
判断是否需要加固的标准
- 每月一次,或主轴工作时间超过200小时(具体时间因实际使用情况而异。)
 |
 |
| 扭力螺丝刀(0.3 N.m) | 拆装夹头用的治具 |
重要
请勿在套筒 () 已装至扭力螺丝刀的状态下拧松螺丝或螺钉。
否则套筒可能破损。拧松螺丝或螺钉时,请从扭力螺丝刀上拆下套筒再使用。

重要
用扭力螺丝刀拧紧有指定紧固扭矩值的螺丝或螺钉时,请务必安装套筒。请确认套筒上的刻印 (),并使用与紧固扭矩值一致的套筒。
不安装套筒可能会造成超出容许上限的扭力,损坏部件及材料。

步骤
-
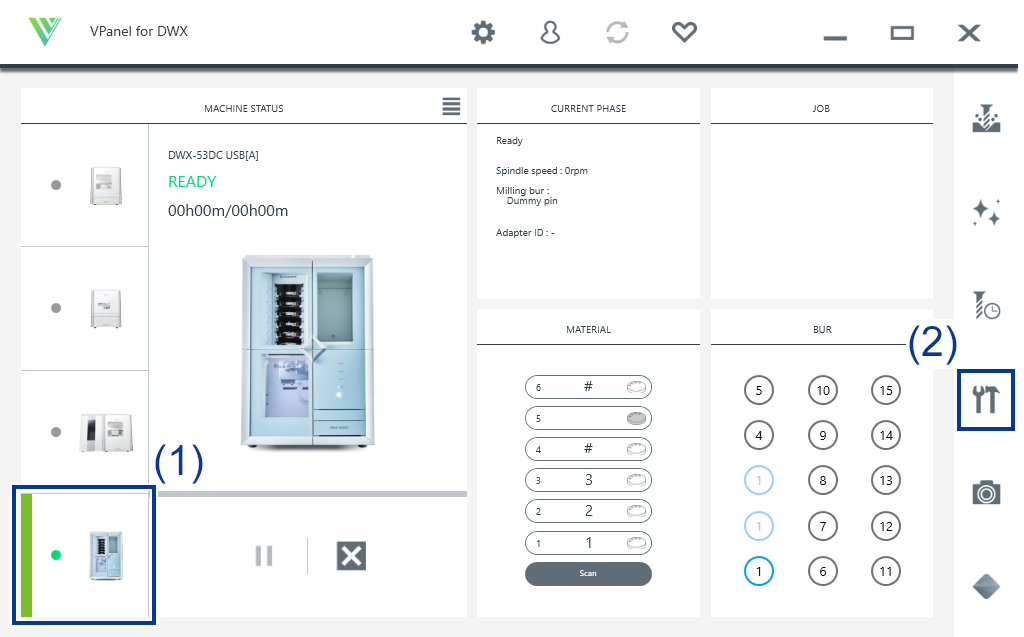
打开机器设置画面。
-
点击
 。
。
显示机器设置画面。
-
点击
-
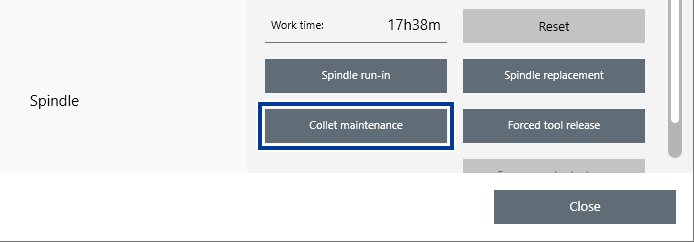
点击保养选项卡的夹头保养。
-
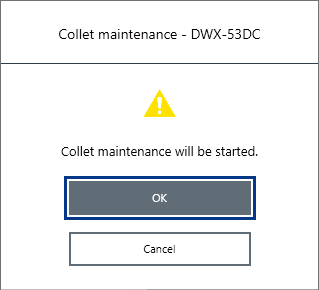
显示下图后,点击确定。
主轴单元移动到铣区域。
-
打开铣区域机盖。

-
拆下防尘机盖。

-
拆下扭力螺丝刀的螺丝刀头,安装0.3 N.m的套筒。
重要
请务必使用0.3 N.m的扭力螺丝刀套筒。如果不遵守,加工中夹头松动,可能影响加工质量或者夹头破损。

-
在已装有套筒的扭力螺丝刀上安装拆装夹头用的治具。

-
用已装有套筒的扭力螺丝刀加固夹头。
请将夹头完全对准拆装夹头用的治具的槽。请拧紧,直至扭力螺丝刀发生空转。

-
将防尘机盖装在铣区域上。
备注
请以令把手位于右上方的方向安装防尘机盖。请确认机盖边缘的磁铁吸附在安装边框上 。

-
关闭铣区域机盖。
主轴单元移动到原来的位置,显示工作完成。后,即代表夹头加固完成。