
Одновременная коррекция несовпадения положений печати и резки при использовании привязочных меток
Используйте следующую процедуру, чтобы напечатать привязочные метки и обрезать материал, выполняя проверку на предмет несовпадения положений. В этом разделе: привязочные метки распечатываются простым способом и считываются, а тестовая резка выполняется без удаления материала.
Чтобы смоделировать реальный процесс — распечатку привязочных меток, извлечение материала и последующее выполнение дополнительной обработки, например, ламинации — перед загрузкой материала и проверкой на предмет несовпадения положений резки, включите Коррекция несовпадения положений печати и резки при использовании привязочных меток (отдельный тест для выполнения печати и резки с использованием привязочных меток [Media Removed]).
Используйте нижеприведенную ссылку, чтобы посмотреть информационное видео об этой процедуре. Мы рекомендуем вам посмотреть это видео, чтобы понять общие принципы рабочего процесса.
https://youtu.be/kMajrYm5exs
В этом видео показана машина BN2-20/20A, но рабочие и эксплуатационные процедуры для этой машины идентичны.
-
Нажмите
 .
.
-
Нажмите Выполнение проекта в .
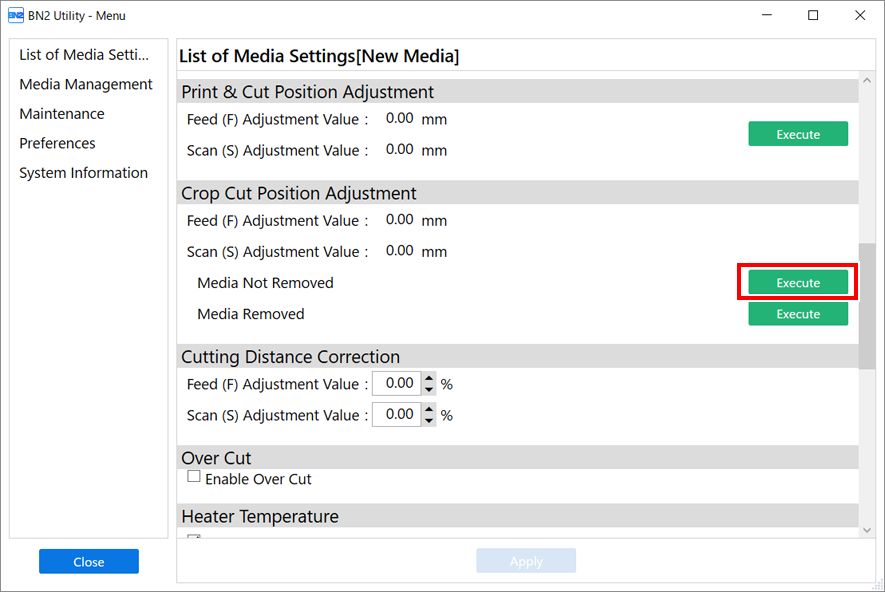
-
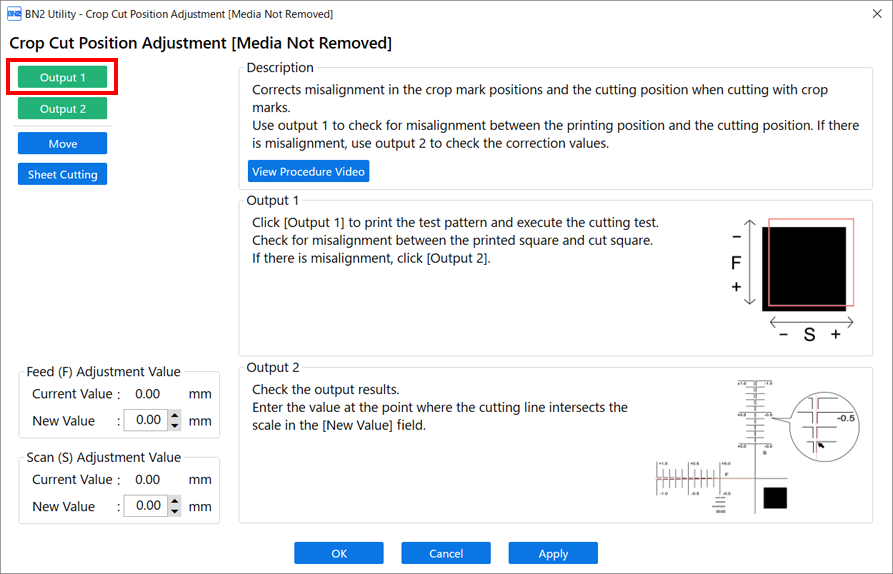
Нажмите Вывод 1.
Машина выполняет печать и резку тестового шаблона. Посмотрите результат печати, проверив, нет ли несовпадения положений печати и резки.
-
Если положения печати и резки не совпадают
Чтобы определить значений коррекции, выполните шаги для Вывод 2. Перейдите к шагу 4.
-
Если положения печати и резки совпадают
На этом Регулировка положения резки завершена. Нажмите OK, чтобы вернуться к исходному экрану.
-
-
Нажмите Вывод 2.
Машина выполняет печать и резку тестового шаблона.
-
Проверьте значения коррекции в соответствии с условием тестовой печати 2.
Точка, в которой линия резки (A) пересекается со шкалой значений коррекции (В), является значением коррекции. На следующем рисунке значение коррекции равно «−0,3».
Проверьте направление подачи материала (направление подачи) и направление движения каретки печатающей головки (направление сканирования).

-
Прочитайте описание на экране и укажите каждое значение рядом с Новое значение.
-
Значение регулировки подачи (F): от −2,00 % до 2,00 % (в единицах, равных 0,01 %)
- Укажите значение в точке, где горизонтальная линия резки Вывод 2 пересекает шкалу.
-
Сканировать значение регулировки (S) : от −2,00 % до 2,00 % (в единицах, равных 0,01 %)
- Укажите значение в точке, где вертикальная линия резки Вывод 2 пересекает шкалу.
-
-
Нажмите Применить.
Значения, указанные для Новое значение в Значение регулировки подачи (F) и Сканировать значение регулировки (S) , применяются к Текущее значение.
-
Нажмите Вывод 1 еще раз.
Машина повторно выполняет печать и резку тестового шаблона.
-
Если линии печати и резки совпадают, это значит, что регулировка завершена. Нажмите OK, чтобы вернуться к исходному экрану.
-
Если требуется дополнительная регулировка, измените значения Значение регулировки подачи (F) и Сканировать значение регулировки (S) , чтобы точно настроить положение печати и резки.
После завершения регулировки нажмите OK, чтобы вернуться к исходному экрану.
ПРИМЕЧАНИЕ-
Настройки по умолчанию
- Значение регулировки подачи (F) (значение коррекции для направления подачи материала): 0,00 мм
- Сканировать значение регулировки (S) (значение коррекции для направления движения каретки печатающей головки): 0,00 мм
- В зависимости от изменений состояния материала, вызванных ламинацией и положением загрузки материала перед резкой, может возникнуть несовпадение положения резки. В таком случае необходимо скорректировать несовпадение положений печати и резки с помощью привязочных меток.
-