
Correggere il disallineamento della stampa e del taglio con i crocini di registro allo stesso tempo
Utilizzare la seguente procedura per stampare i crocini di registro e tagliare i materiali, controllando che non ci siano disallineamenti nelle posizioni. In questa sezione, i crocini di registro vengono stampati semplicemente, e poi i crocini di registro vengono letti e viene eseguito una prova di taglio senza rimuovere il materiale.
Per simulare il processo reale (stampando i crocini di registro, rimuovendo il materiale e poi eseguendo la post-elaborazione come la laminazione) prima di caricare il materiale e controllare il disallineamento della posizione di taglio, attivare Correzione del disallineamento della stampa e del taglio con i crocini di registro (test separato per la stampa e il taglio con i crocini di registro [Materiali rimossi]).
Utilizzare il seguente link per guardare un video di riferimento per questa procedura. Si consiglia di guardare questo video per capire il flusso di lavoro generale.
https://youtu.be/kMajrYm5exs
Questo video mostra la BN2-20/20A, ma le procedure di lavoro e le operazioni sono le stesse per questa macchina.
-
Fare clic su
 .
.
-
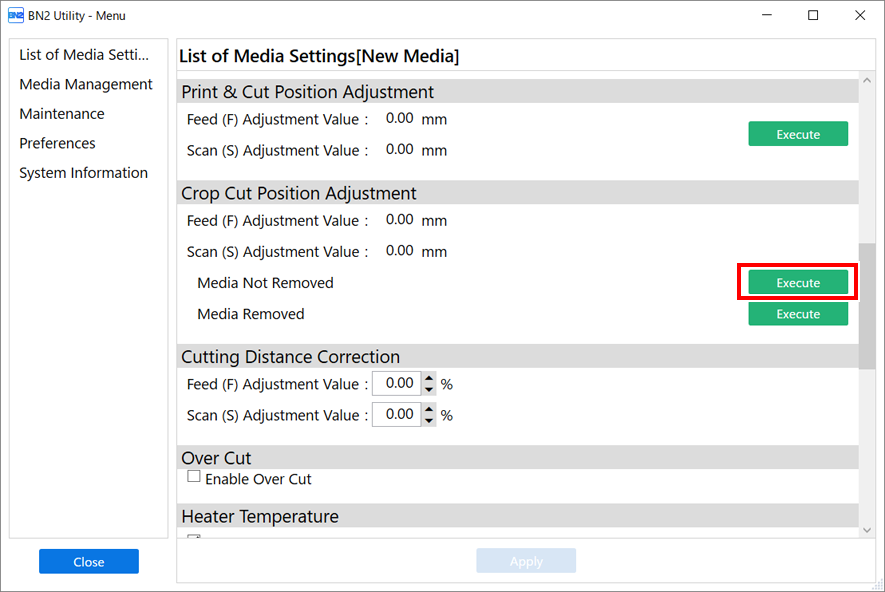
Fare clic su Executar sotto .
-
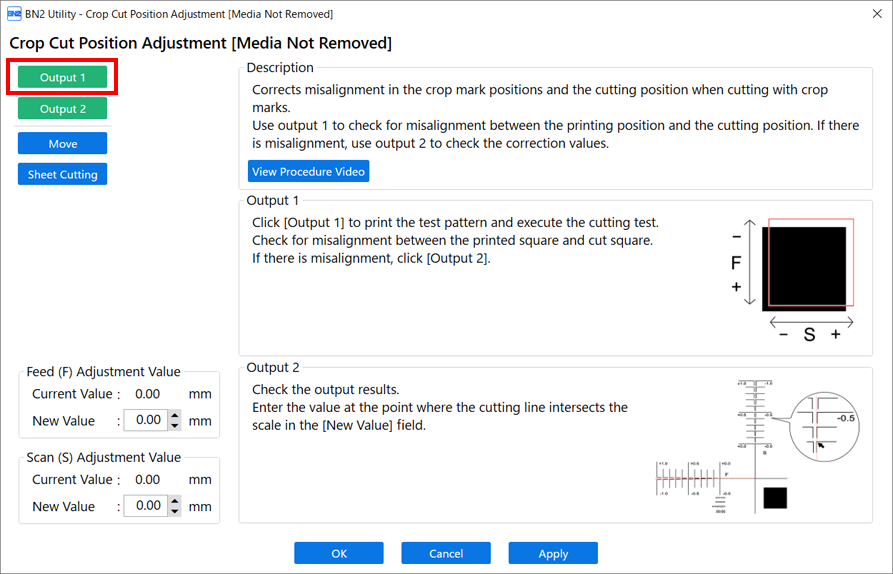
Fare clic su Saída 1.
La macchina stampa e taglia il modello di prova. Visualizzare il risultato della stampa, verificando l’eventuale disallineamento nella posizione di stampa e nella posizione di taglio.
-
Se le posizioni di stampa e di taglio sono disallineate
Per determinare i valori di correzione, eseguire i passi per Saída 2. Procedere al passo 4.
-
Se le posizioni di stampa e di taglio sono allineate
Questo completa la Ajuste da posição de corte com marcas. Fare clic su OK per tornare alla schermata originale.
-
-
Fare clic su Saída 2.
La macchina stampa e taglia il modello di prova.
-
Controllare i valori di correzione della condizione della stampa di prova 2.
Il punto in cui la linea di taglio (A) interseca la scala dei valori di correzione (B) è il valore di correzione. Nella figura che segue, il valore di correzione è “−0,3”.
Controllare la direzione di avanzamento del materiale (la direzione di avanzamento) e la direzione di movimento del carrello della testina di stampa (la direzione di scansione).

-
Leggere la descrizione sullo schermo e inserire ogni valore accanto a Novo valor.
-
Valor de ajuste de avanço (F): da -2,00% a 2,00% (in unità di 0,01%)
- Inserire il valore nel punto in cui la linea di taglio orizzontale Saída 2 interseca la scala.
-
Valor de ajuste da digitalização (S): da -2,00% a 2,00% (in unità di 0,01%)
- Inserire il valore nel punto in cui la linea di taglio verticale Saída 2 interseca la scala.
-
-
Fare clic su Aplicar.
I valori inseriti per Novo valor in Valor de ajuste de avanço (F) e Valor de ajuste da digitalização (S) vengono applicati a Valor atual.
-
Fare nuovamente clic su Saída 1.
La macchina stampa e taglia nuovamente il modello di prova.
-
Se le linee di stampa e di taglio sono allineate, la regolazione è completa. Fare clic su OK per tornare alla schermata originale.
-
Se è necessaria un’ulteriore regolazione, modificare i valori Valor de ajuste de avanço (F) e Valor de ajuste da digitalização (S) per regolare con precisione la posizione di stampa e di taglio.
Al termine della regolazione, fare clic su OK per tornare alla schermata originale.
MEMO-
Impostazioni predefinite
- Valor de ajuste de avanço (F) (valore di correzione della direzione di avanzamento del materiale): 0,00 mm
- Valor de ajuste da digitalização (S) (valore di correzione della direzione di movimento del carrello della testina di stampa): 0,00 mm
- A seconda delle variazioni delle condizioni del materiale causate dalla laminazione e dalla posizione di caricamento del materiale prima del taglio, il posizionamento del taglio potrebbe risultare disallineato. In questi casi, correggere il disallineamento tra stampa e taglio con i crocini di registro.
-