
Correction simultanée du désalignement de l’impression et de la découpe avec les repères de coupe
Utilisez la procédure suivante pour imprimer les repères de coupe et couper le média, en vérifiant que les positions ne sont pas mal alignées. Dans cette section, les repères de coupe sont imprimés simplement, puis les repères de coupe sont lus et un test de coupe est effectué sans retirer le média.
Pour simuler le processus réel (impression de repères de coupe, retrait du média, puis post-traitement tel que la lamination) avant de charger le média et de vérifier le désalignement de la position de coupe, activez Correction du désalignement de l’impression et de la coupe avec les repères de découpe (Ajustement de la position des repères de coupe [Média retiré]).
Le lien suivant permet de visionner une vidéo de référence pour cette procédure. Nous vous recommandons de regarder cette vidéo pour comprendre le déroulement général de la tâche.
https://vimeo.com/1003475517/ad4ccfe84e-
Cliquez sur
 .
.
-
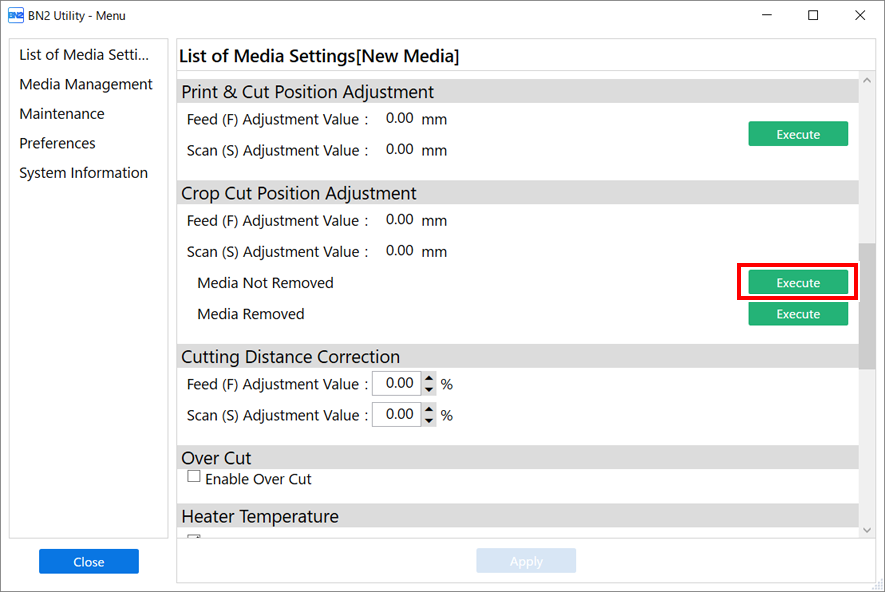
Cliquez sur Exécuter sous .
-
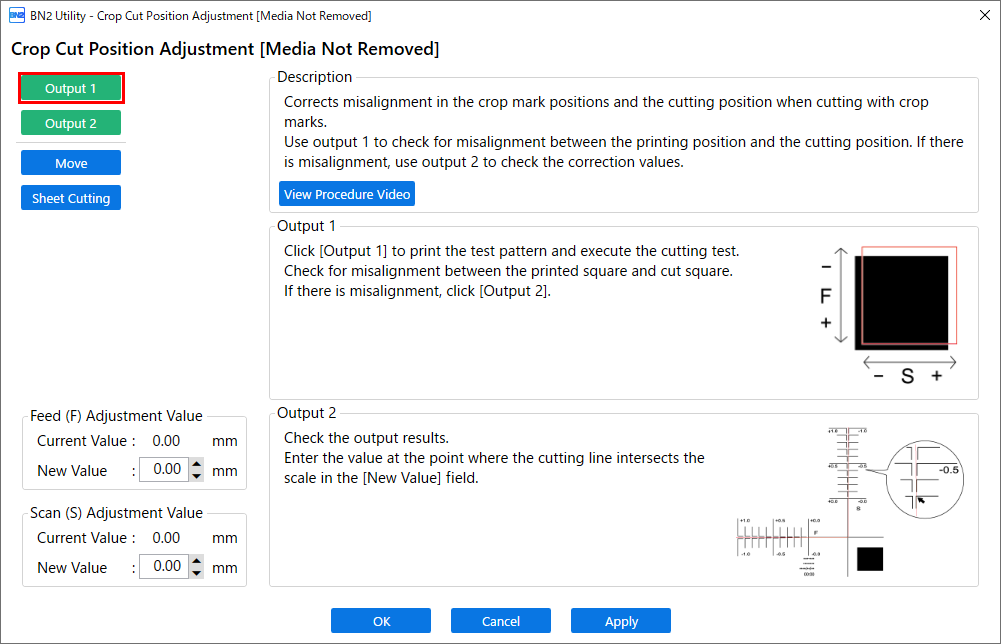
Cliquez sur Sortie 1.
La machine imprime et découpe la mire de test. Visualisez le résultat de l’impression, vérifiez tout éventuel désalignement en position d’impression et en position de coupe.
-
Si les positions d’impression et de coupe sont désalignés
Pour déterminer les valeurs de correction, effectuez les étapes de Sortie 2. Passez à l’étape 4.
-
Si les positions d’impression et de coupe ne sont pas désalignées
Ceci termine l’opération Ajustement de la position des repères de coupe. Cliquez sur OK pour revenir à l’écran d’origine.
-
-
Cliquez sur Sortie 2.
La machine imprime et découpe la mire de test.
-
Vérifiez les valeurs de correction de l’état du test d’impression 2.
Le point d’intersection de la ligne de coupe (A) et de l’échelle des valeurs de correction (B) est la valeur de correction. Dans la figure suivante, la valeur de correction est « −0,3 ».
Vérifiez le sens d’alimentation du média (feed) et le sens de déplacement du chariot de la tête d’impression (scan).

-
Saisissez la valeur de correction vérifiée dans Nouvelle valeur.
-
Valeur d’ajustement de l’alimentation (F) : −5,00 à 5,00 mm (par incréments de 0,01 mm.)
- Saisissez la valeur à l’endroit où la ligne de coupe horizontale Sortie 2 croise l’échelle.
-
Valeur d’ajustement du scan (S) : −5,00 à 5,00 mm (par incréments de 0,01 mm.)
- Saisissez la valeur à l’endroit où la ligne de coupe verticale Sortie 2 croise l’échelle.
-
-
Cliquez sur Appliquer.
Les valeurs saisies pour Nouvelle valeur sous Valeur d’ajustement de l’alimentation (F) et Valeur d’ajustement du scan (S) sont appliquées à Valeur actuelle.
-
Cliquez à nouveau sur Sortie 1.
La machine imprime et découpe à nouveau la mire de test.
-
Si les lignes d’impression et de coupe sont alignées, le réglage est terminé. Cliquez sur OK pour revenir à l’écran d’origine.
-
Si un réglage supplémentaire est nécessaire, modifiez les valeurs Valeur d’ajustement de l’alimentation (F) et Valeur d’ajustement du scan (S) pour affiner la position d’impression et de découpe.
Lorsque le réglage est terminé, cliquez sur OK pour revenir à l’écran d’origine.
RAPPEL-
Réglages par défaut
- Valeur d’ajustement de l’alimentation (F) (valeur de correction du sens d’alimentation du média) : 0,00 mm
- Valeur d’ajustement du scan (S) (valeur de correction de la direction du mouvement du chariot de la tête d’impression) : 0,00 mm
- Selon les changements de l’état du média causés par la lamination et la position de chargement du média avant la découpe, le positionnement de la découpe peut être mal aligné. Dans ces cas, corrigez le mauvais alignement de l’impression et de la découpe par rapport aux repères de coupe.
-